

Heijunka
Majority of the Lean concepts we know today were first introduced through the Toyota Production System. Heijunka is one of them.
Years ago, Toyota came to the conclusion that production in batches is inefficient. They realized that no business operations can be totally responsive to varying customer demand without incurring wastes due to unevenness in productivity and overburden. This is why they introduced the concept of heijunka as part of the 12 pillars of the Toyota Production System.
What is Heijunka?
The Lean Lexicon defines heijunka as the technique of “leveling the type and quantity of production over a fixed period of time.” The main goal of heijunka is to eliminate the possibility of Mura and Muri through leveling by volume and product type.
Heijunka Explained
Every business owner or manager would agree that keeping a steady flow of work is a difficult feat. This is primarily driven by the unpredictability of customer demand by which businesses try their hardest to keep up. The harsh reality is that customer demand can be difficult to predict. Because of this reality, businesses might try to make sure that there is enough product inventory to meet changing demand. With this approach, the business would produce more inventory than what is actually needed.
To make things more complicated, say a company produces different types of products that undergo the same process. Demand for each type of product will most likely vary. What businesses would normally do in this situation is to produce each type of product in batches. Typically, they would start production with the one that has the greatest demand. The problem with this scenario however, is that it doesn’t allow companies to be nimble enough to the likely event that demand for another type of product can occur at the time that they are not producing it, nor do they have enough buffer to satisfy it.
The Problem with Batching
When businesses perform batching for products that have varied levels of demand, work would usually be unevenly distributed; creating a big possibility for overtime or idle time in the production line. These peaks and valleys in production result in both overburden for your workers on one end when demand skyrockets, and less productivity in the other end when demand slides to the bottom.
The unevenness or variation in work and overburden are called Mura and Muri in Japanese. Mura or unevenness are the inconsistencies in business operations that lead to fluctuations in production. Muri or overburden is that manner by which too much stress and pressure is exerted on people and machines to deliver work. Often, these two are encountered at the same time such that when there is variation in work, there will surely be overburden.
And the problem doesn’t end there.
These two – Mura and Muri – are also the main causes of the various wastes encountered in production or what is often called as the Seven Wastes in Lean Manufacturing or Muda in Japanese. The presence of Mura and Muri allow Muda to creep into business operations, causing more losses for the company.
So what is an ideal production line and how do we get there?
When businesses are able to standardize work and at the same time level the amount of production over a fixed period of time, Mura and Muri can be eliminated.
In Lean terms, this process of production leveling is called Heijunka.
How to Implement Heijunka
There are two ways businesses can make sure that heijunka is achieved: through leveling by volume or leveling by type.
Leveling by Volume
Suppose that a shirt manufacturing company receives an order for 500 shirts per week. But the thing is, the demand per day is fluctuating. On Mondays the demand is 200, 100 on Tuesdays, 50 on Wednesdays, 100 on Thursdays, and 50 on Fridays.
Some business owners would schedule production in accordance to the demand for this scenario. So they work twice as much on Mondays, and during the rest of the week, they’d work according to their normal pace or worse, work less. On Mondays, workers spend overtime to meet the spike in demand and so businesses incur additional costs. On Wednesdays and Fridays when demand is low, workers would have idle time.
To solve this problem by heijunka, the company can level the volume of the workload to a standard 100 per day production requirement. To make this work, the company would initially need to produce 100 units as make-to-stock goods in order to meet Monday’s demand requirement. This would mean that every Monday, there are 100 shirts as buffer inventory. The company can then standardize production to 100 shirts per day. This is how to level by volume.
Leveling by Type
Now, let’s make things a little more complicated.
Let’s assume that the shirt company produces 4 variants of shirts. Demand for each variant also varies. Demand distribution of the 500 units per week on average would be 50% for Shirt A, 10% for Shirt B, 24% for Shirt C, and 16% for Shirt D.
What traditional companies would usually do is produce the one with the highest demand first, in this case Shirt A. This is what is normally termed as batching. If we’d try to visualize the production process sequence with this approach, it would look like this:

But what if at the time the company is producing Shirt A, demand for Shirt C becomes high? They would either switch to producing Shirt C haphazardly or lose the customer because they weren’t able to satisfy the demand on time.
Lean organizations would use heijunka to approach this situation differently. What they would do is create a product mix that incorporates making each type of Shirt at any given lot.
What would that look like?
Given what we know about the demand distribution, we’d know that for every 100 shirts the product mix is 50 for Shirt A, 10 for Shirt B, 24 for Shirt C, and 16 for Shirt D. By using heijunka, the production sequence would look something like:

Instead of creating one type of product in batches, we would create a variety of products at one time with minimal changeover time. Not only will this allow the company to even-out the production efforts on the shop floor, but also be flexible to the changing demands of their customers. At any point in time, there is stock for each type of product; preventing losses in the long run.
In order to properly visualize how the production schedule would look like and easily communicate requirements across the shop floor, we need to use a heijunka box.
Heijunka Box
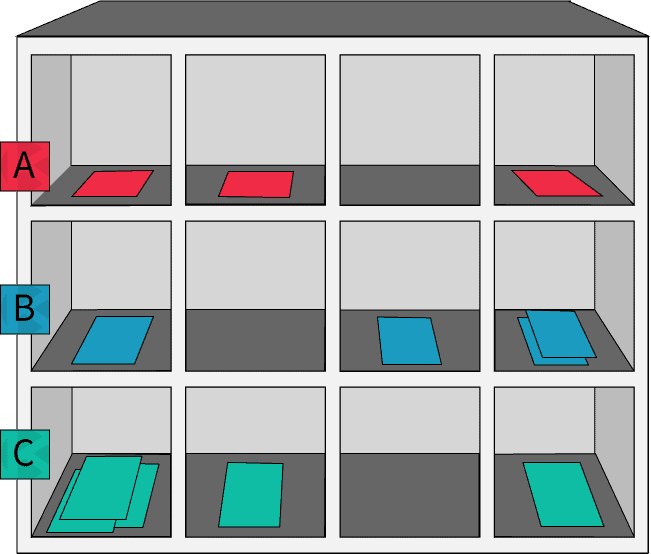
A heijunka box is a scheduling tool that indicates the type and amount of products that need to be produced at fixed time intervals. It serves as a way to visualize product demand and determine the optimal sequence and mix for products to be produced.
A heijunka box is a matrix of horizontal and vertical rows. The horizontal rows indicate the type of product that are needed to be produced and the vertical rows represent the time interval by which production is executed. The heijunka box contains kanban cards that indicate which types of products and in what quantity will be produced per production interval.
Aided by the heijunka box, companies can easily implement their production sequence and evenly spread out the production of certain parts. The goal here is to come up with an optimal schedule where the company is able to create the desired product mix continuously, with minimal changeover time.

The Role of Takt Time in Heijunka
Implementing heijunka requires that the team knows their takt time.
Takt time is the time it takes for a product to get finished in order to meet customer demand. This is often termed as the customer buying rate. Knowing the takt time will allow them to determine the right pace or interval for their production schedule.
To successfully implement heijunka, it is imperative that the team has also done efforts to reduce the inefficiencies in their workflow. Ideally, bottlenecks and other unnecessary activities have already been addressed prior to implementing heijunka.
Benefits of Heijunka
Looking at standardizing parts that make up various products as well as standardizing the steps involved to make the products would also help in creating work streams that minimize changeover time. Applying 5S principles will also be beneficial for teams in this purpose.
Simply put, this means that applying heijunka requires that the team has already undergone some lean improvements to their process. Heijunka will then amplify those improvements by leveling out the production schedule.
Heijunka is a key ingredient to any Lean implementation. It enables companies to achieve predictability by leveling product demand, flexibility by being able to respond to changing customer preferences, and stability by averaging production volume and type in the long term. With these in play, companies can enjoy the benefits of:
- Lesser costs due to inventory
- Satisfied customers who receive the products that they want, when they want it
- Levelled demand for upstream processes and suppliers
- Higher reliability of machines due to levelled load
- Happier and productive employees due to removal or prevention of overburden and idle time
Indeed, applying heijunka enables companies to operate at a level of consistency that is optimal for the success of their business as a whole.
The Kanban Zone team encourages you to follow the way of Shuhari in your life. Practice the forms, build discipline and then experiment from a place of high competency.


